
8 инструментов бережливого производства: как сократить потери
От 5S и JIT до Пока-ёкэ и Гемба — как ускорить поток, вовлечь сотрудников в улучшения и высвободить капитал

Поиск инструмента, ожидание следующей операции, лишние перемещения по цеху — это потери, которые часто можно убрать. Бережливое производство не требует крупных бюджетов на внедрение и предлагает простые инструменты, которые уже отработаны в российской промышленности и дали миллиарды экономии.
В статье разбираем 8 таких инструментов, с конкретными шагами и примерами, как внедрить без лишних затрат, а также делимся кейсами, как Lean помог компаниям в России.
Суть бережливого производства за 2 минуты
Бережливое производство (Lean) — это подход, который нацелен на устранение потерь. Он предлагает простые инструменты: навести порядок на рабочих местах, визуализировать поток заказов, вовлечь сотрудников в улучшения, минимизировать потери.
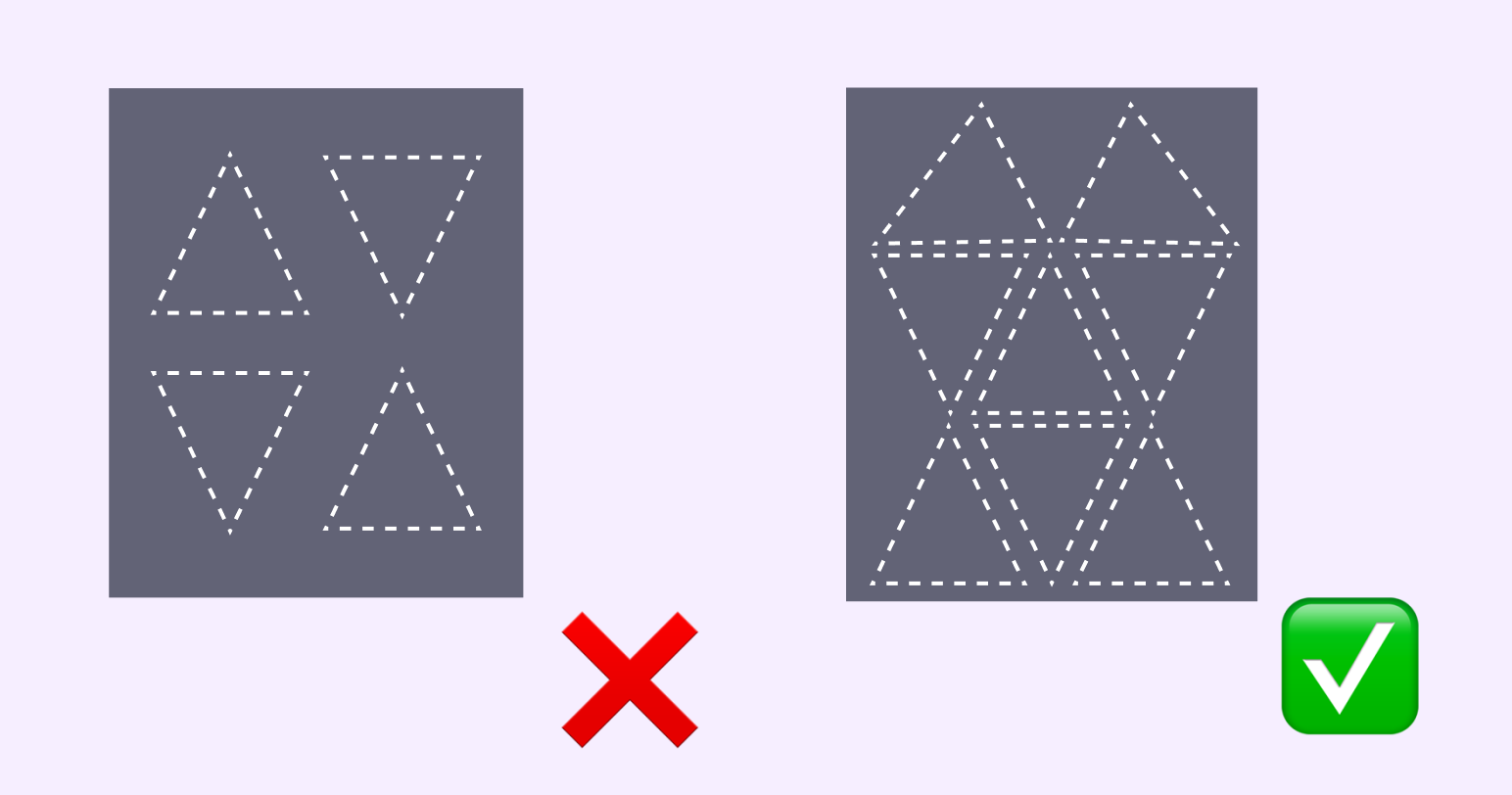
Приведем простой пример работы Lean. Из одного и того же полотна металла можно вырезать разное количество деталей в зависимости от того, как их расположить на листе.
При хаотичной раскладке отходов много, при продуманной — деталей получается больше, а отходов меньше. Никаких дополнительных затрат, только планирование. Это и есть суть Lean: достигать большего теми же ресурсами:
Основная цель работы в бережливом производстве — максимально использовать ресурсы и при этом минимизировать потери.
Какие потери устраняет Lean
Рассмотрим основные потери, которые помогает устранить бережливое производство:
| Потери | Описание |
|---|---|
| Перепроизводство | Компания выпускает больше, чем нужно прямо сейчас. Детали занимают склад, деньги заморожены, а если заказ изменится, часть продукции придется переделывать или списывать. |
| Ожидания | Цех простаивает, потому что не привезли материал. Станок не работает, пока наладчик занят на другом участке. Время идет, а ценность не создается. |
| Лишняя транспортировка | Деталь возят со склада в цех и обратно, материалы перекладывают с одной площадки на другую, документ проходит пять отделов ради одной подписи. Каждое перемещение съедает время, расходует топливо и загружает персонал, но не улучшает продукт. |
| Излишние запасы | Сырье, полуфабрикаты, готовая продукция не используются вовремя и занимают место на складе. Деньги заморожены, растут складские расходы, риск порчи или устаревания. |
| Лишние движения | Избыточные действия сотрудников: работник шагает за инструментом в дальний угол, нагибается за деталью на нижнюю полку, поворачивается к другому станку. Эти движения не связаны с логистикой, но отнимают время и силы. Они не приближают продукт к клиенту, а только увеличивают усталость и потери. |
| Дефекты | Ошибка в чертеже порождает брак. Брак отправляют на переделку, переделка сдвигает сроки отгрузки, а клиент получает заказ с задержкой и теряет доверие. Каждая такая цепочка съедает время, бюджет и репутацию. |
| Недоиспользование потенциала сотрудников | Квалифицированный работник делает рутину, которую могла бы автоматизировать простая программа. Сотрудник знает, как улучшить процесс, но его никто не спрашивает. Компания теряет деньги, не используя знания людей. |
Главная задача Lean — не просто найти эти потери, а выстроить процесс так, чтобы они становились заметными раньше: до срыва сроков, аврала и накопления брака. Ниже разберем конкретный инструментарий бережливого производства, который помогает навести порядок и сократить потери без лишних вложений.
Как понять, с чего начать
Прежде чем выбирать инструмент бережливого производства и перестраивать процессы, стоит разобраться, что именно мешает работать. Собрали несколько типичных ситуаций, которые часто сигнализируют о потерях:
| Ситуация | Пояснение |
|---|---|
| Рабочие постоянно ищут инструмент, детали или оснастку | Время уходит на поиски, а не на работу. Порядка на участке нет. |
| Станки часто простаивают, а наладчик всегда занят | Оборудование работает неэффективно. Часто причина либо в перегруженном специалисте, либо в неправильном распределении нагрузки для станков. |
| Заказы скапливаются на одном участке, а другие участки стоят | Поток нарушен. Детали не движутся равномерно, накапливаются заделы. |
| Одни и те же ошибки повторяются, а брак не снижается | Проблема не в конкретном сотруднике, а в процессе. Сотрудники знают, что мешает, но их не спрашивают. |
| Руководитель не видит реальной картины в цехе | Решения принимают на основе отчетов, а не фактов. |
| Непонятно, где теряется время от заказа до отгрузки | Нет ясности, сколько реально занимает каждый этап. |
| На складе залежи материалов, а деньги заморожены | Проблема в управлении запасами. |
| Брак возникает из-за перепутанных деталей или нажатия не той кнопки | Не исключены ошибки на этапе возникновения. |
Какой выбрать. Для каждой из этих ситуаций есть конкретный инструмент бережливого производства. Ниже разбираем восемь основных — с объяснением, как работает каждый и какую проблему решает.
Как работают 8 основных инструментов бережливого производства
Дальше разберем каждый инструмент подробнее.
Канбан
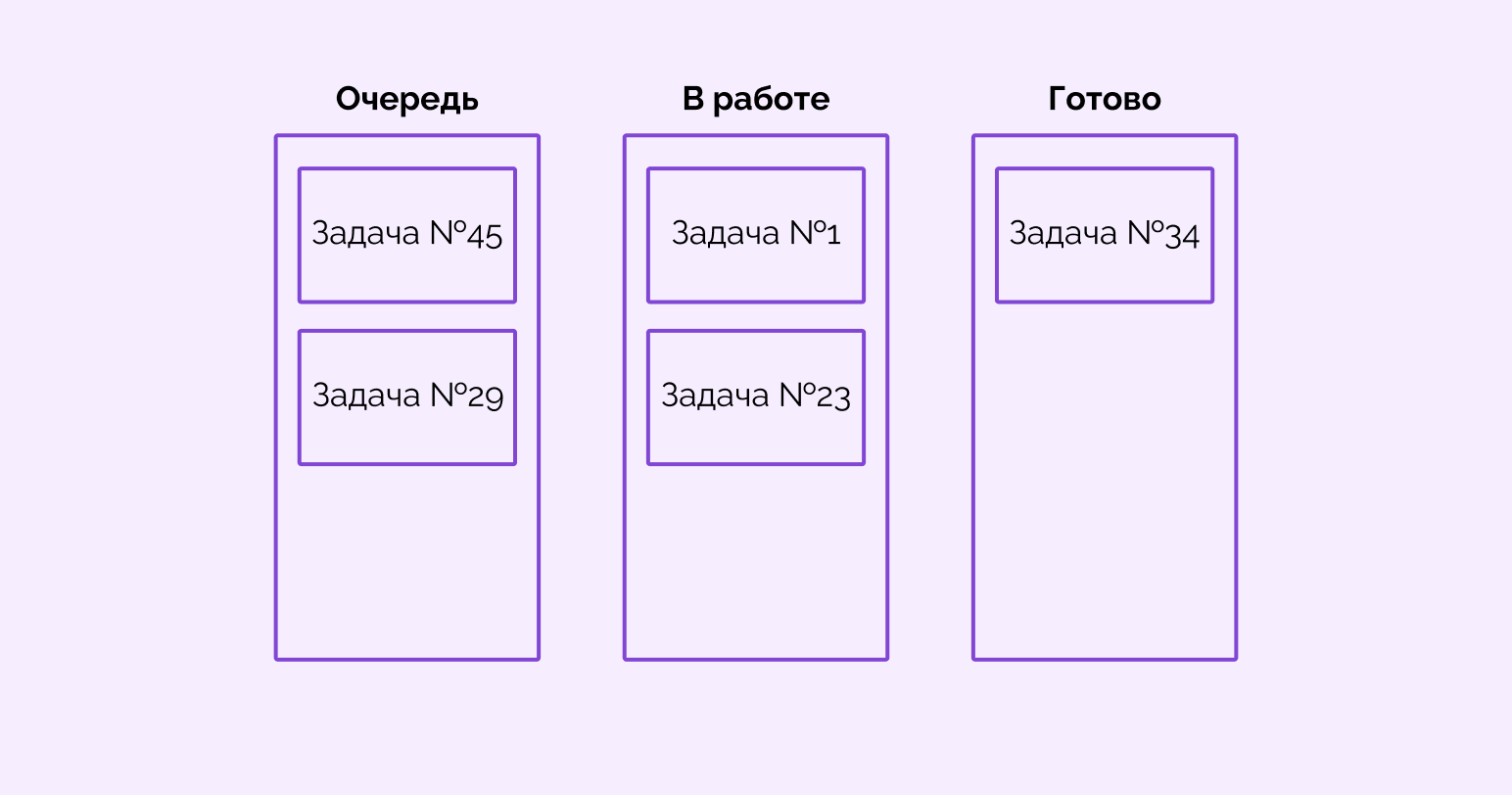
Это метод управления производственными потоками, в котором движение деталей или задач регулируют визуальные сигналы — карточки, стикеры, строки в таблицах. Задачи, заказы или производственные операции отображаются на доске и проходят через понятные статусы: например, «Очередь», «В работе», «Контроль», «Готово».
Главная ценность Канбана — в прозрачности. Команда видит, где находится каждый заказ, сколько работы уже взяли в работу и на каком этапе возникает затор.
Приведем пример. Раньше мастер цеха получал заказ и распределял задания устно или в блокноте. Ему было сложно контролировать выполнение — заготовки скапливались перед станками, одни рабочие простаивали, другие были перегружены. Операции терялись, а сроки срывались.
Что важно не забыть
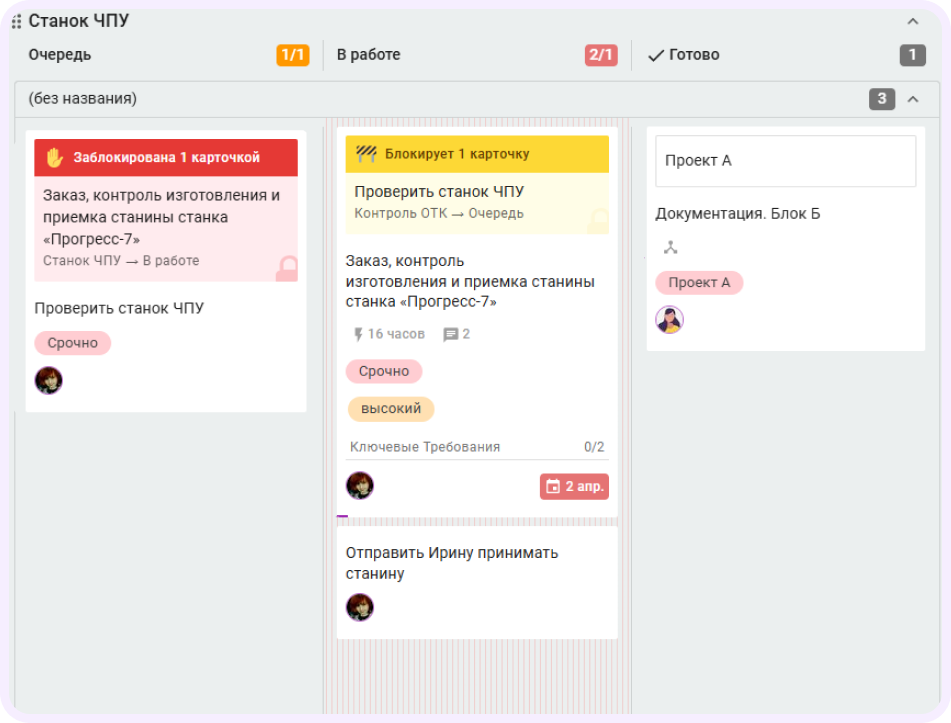
Канбан работает, когда у команды есть WIP-лимиты — ограничения на количество задач в работе.
Например, в колонке «В работе» можно установить лимит: не больше трех заказов одновременно. Пока один заказ не ушел дальше, новый не берут. Это помогает не распыляться, не плодить незавершенку и быстрее доводить задачи до результата.
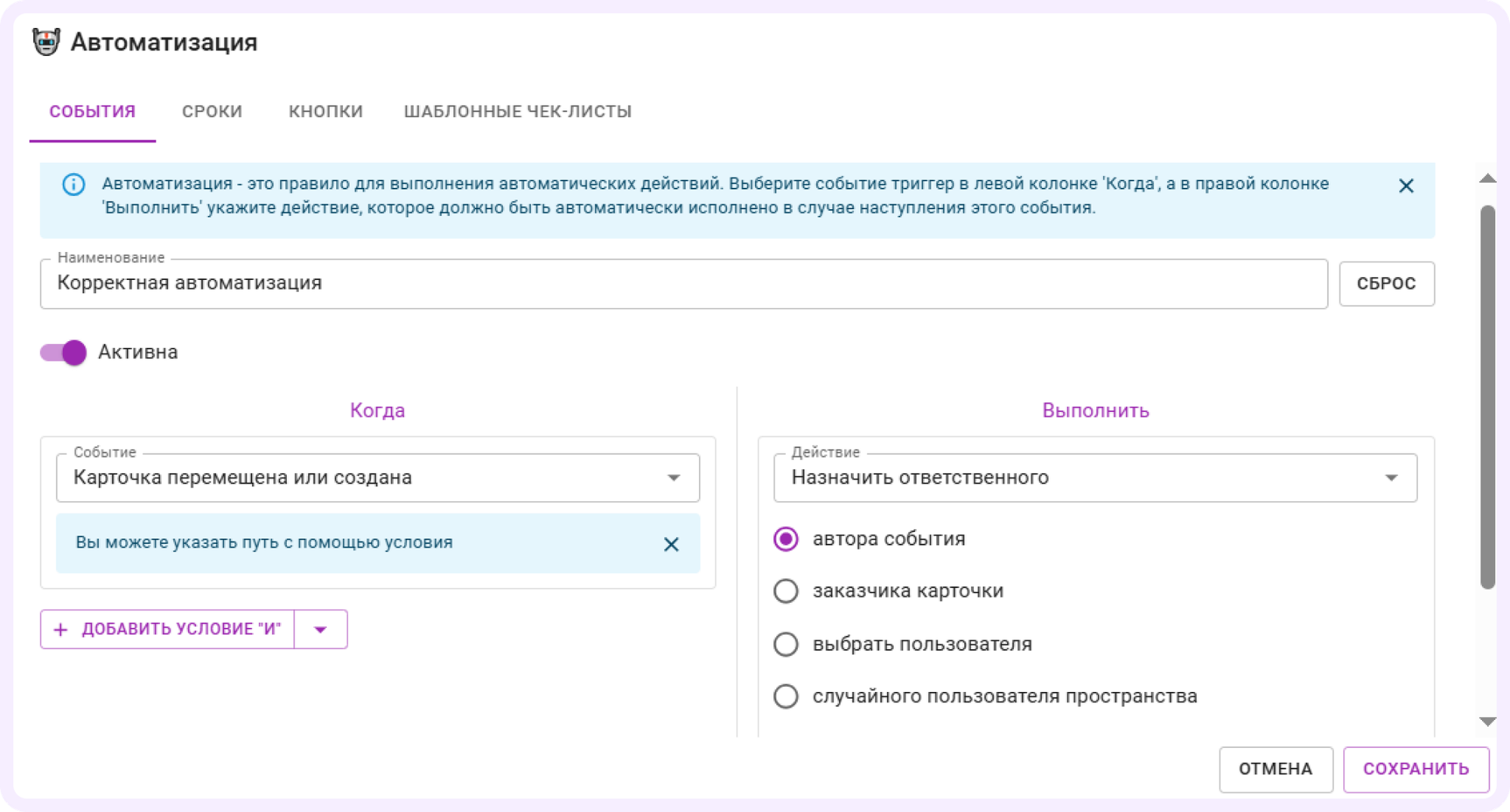
Для такого управления удобно использовать таск-трекер — программу, где можно создать виртуальную доску с колонками, карточками задач, назначить ответственных и сроки. Один из таких инструментов — система Кайтена.
Как это можно организовать в Кайтене. В таск-трекере можно создать доску и разделить ее на нужное количество колонок, например, на 3: «Сделать», «В работе», «Готово». Это позволит видеть, какие задачи находятся в ожидании, какие выполняются, а какие уже выполнены.
Подробнее о том, что такое канбан и как работает эта система, читайте в нашей статье: «Как Канбан стал Канбан-методом и как его внедрить»
Например, в цеху производства золотых браслетов ввели канбан и правило — не больше одного изделия в работе. Так время выполнения смогло сократиться на несколько часов, а незавершенные детали перестали теряться и занимать место.
5S
5S — это система организации рабочего места. Она помогает сократить потери времени на поиск инструментов, лишние движения, путаницу и хаос.
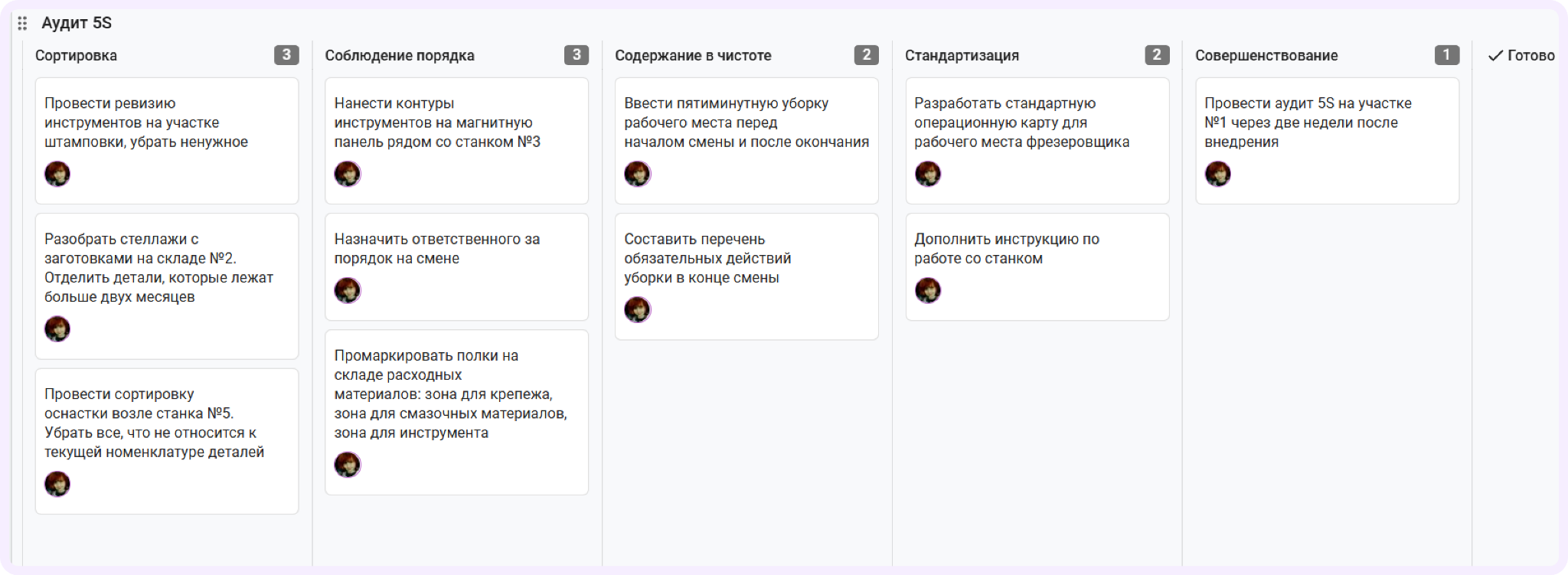
Метод включает 5 элементов:
- сортировка — убрать лишнее;
- соблюдение порядка — определить место для каждой вещи;
- содержание в чистоте — рабочее место должно быть без грязи;
- стандартизация — закрепить единые правила;
- совершенствование — регулярно проверять и улучшать систему.
Как это выглядит. Команда выбирает один участок и разбирает рабочее место. Все, что не используется, убирают. Для нужных инструментов определяют постоянные места: полки, ячейки, контуры, маркировку. Затем фиксируют стандарт: что должно быть на месте, в каком количестве и в каком состоянии.
После этого вводят короткие регулярные проверки. Не ради наказания, а чтобы порядок не держался на энтузиазме одного человека.
Как реализовать. Можно создать доску «5S» с колонками по пяти шагам. В каждой колонке — карточки задач: «Промаркировать места на участке №3», «Составить график уборок» и так далее.
Для каждой задачи можно назначить ответственных и сроки, а также добавить чек-листы или подзадачи для контроля подпунктов. Задачи можно связывать между собой, чтобы не терять контекст.
Карта потока ценности
Карта потока ценности (англ. Value Stream Mapping, VSM) — это схема всех шагов, которые проходит продукт или услуга от заказа до доставки клиенту. Она показывает время выполнения, запасы и перемещения. Карта помогает увидеть потери там, где их не замечали.
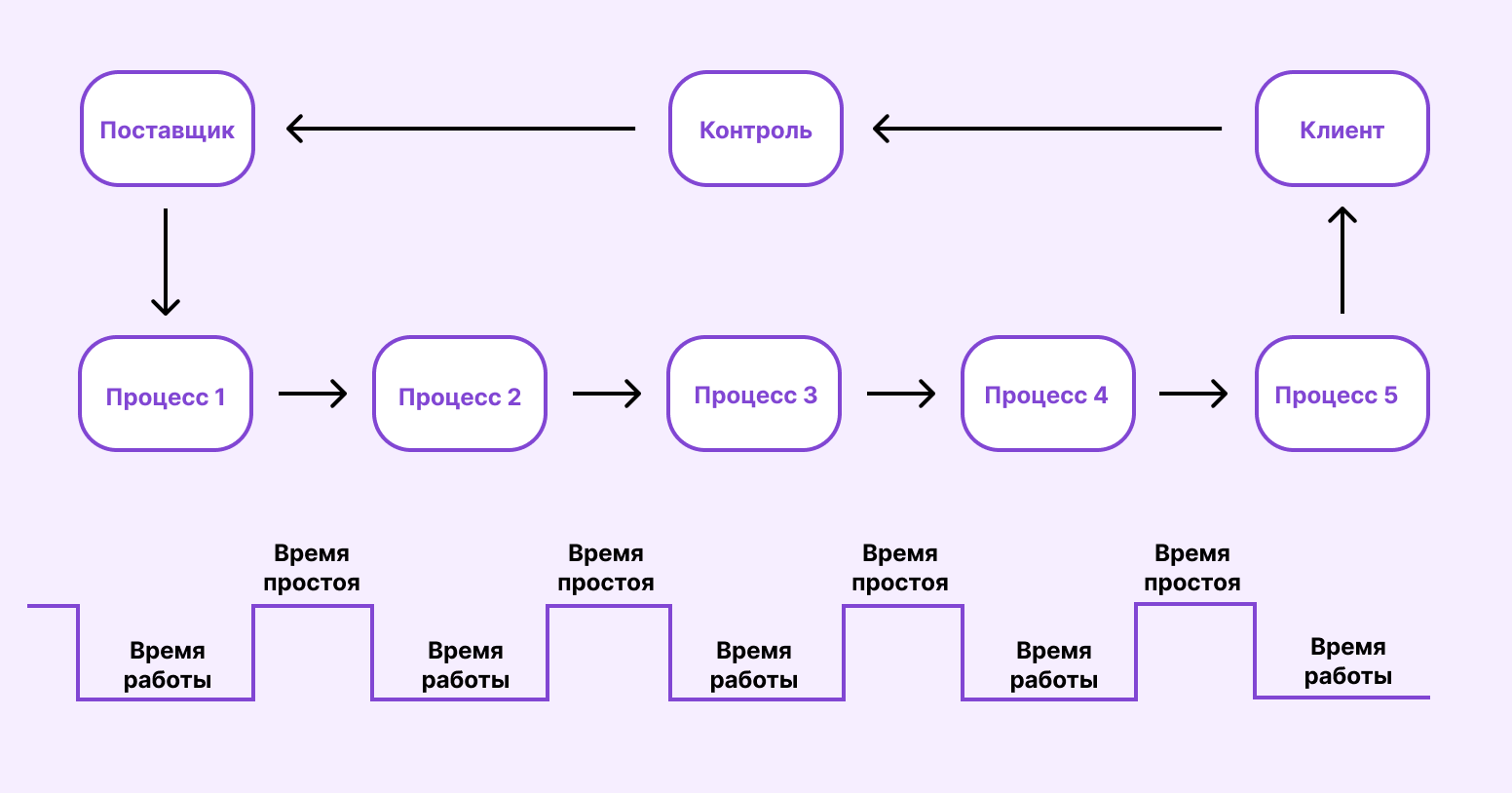
Как это выглядит. Команда выбирает один процесс. Например, путь производственного заказа: от заявки клиента до отгрузки.
Дальше фиксируют все этапы: кто принимает заказ, кто готовит материалы, где происходит обработка, когда подключается контроль качества, где оформляются документы, кто отвечает за отгрузку.
Для каждого этапа отмечают:
- сколько длится сама работа;
- сколько задача ждет до начала работы;
- сколько незавершенных задач находится перед этапом;
- какие данные или материалы нужны;
- где возникают возвраты и переделки.
Очень часто карта показывает неприятную вещь: сама работа занимает условно 6 часов, а весь заказ идет 12 дней, потому что большую часть времени он просто ждет.
→ Читайте также: 3 этапа создания Value Stream Mapping и как сочетать карту с работой в Kaiten
Кайдзен
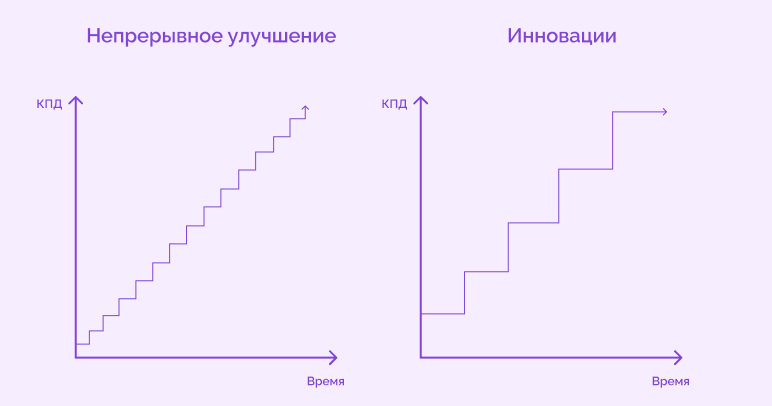
Кайдзен — это японская философия и практика непрерывного улучшения процессов. Ее идея проста: люди, которые каждый день работают с процессом, часто лучше всех видят, где теряется время, что мешает работе и что можно упростить.
Как это выглядит. Сотрудник подает идею улучшения через почту или форму в таск-трекере. Все хорошие предложения внедряют, а автора поощряют — дают премию или выходной. Главное — делать улучшения непрерывно, а не раз в год для отчета.
Идея фиксируется не в устном разговоре, а в самом процессе: предложение → анализ → решение → внедрение → проверка эффекта.
Важно: даже если предложение не приняли, сотрудник должен понимать почему. Иначе через пару месяцев никто уже ничего предлагать не будет.
Как реализовать. Для сбора и внедрения идей можно создать доску в любом таск-трекере, например, в Кайтене. Разделите доску на колонки «Предложение», «Анализ», «Принято», «Внедрено».
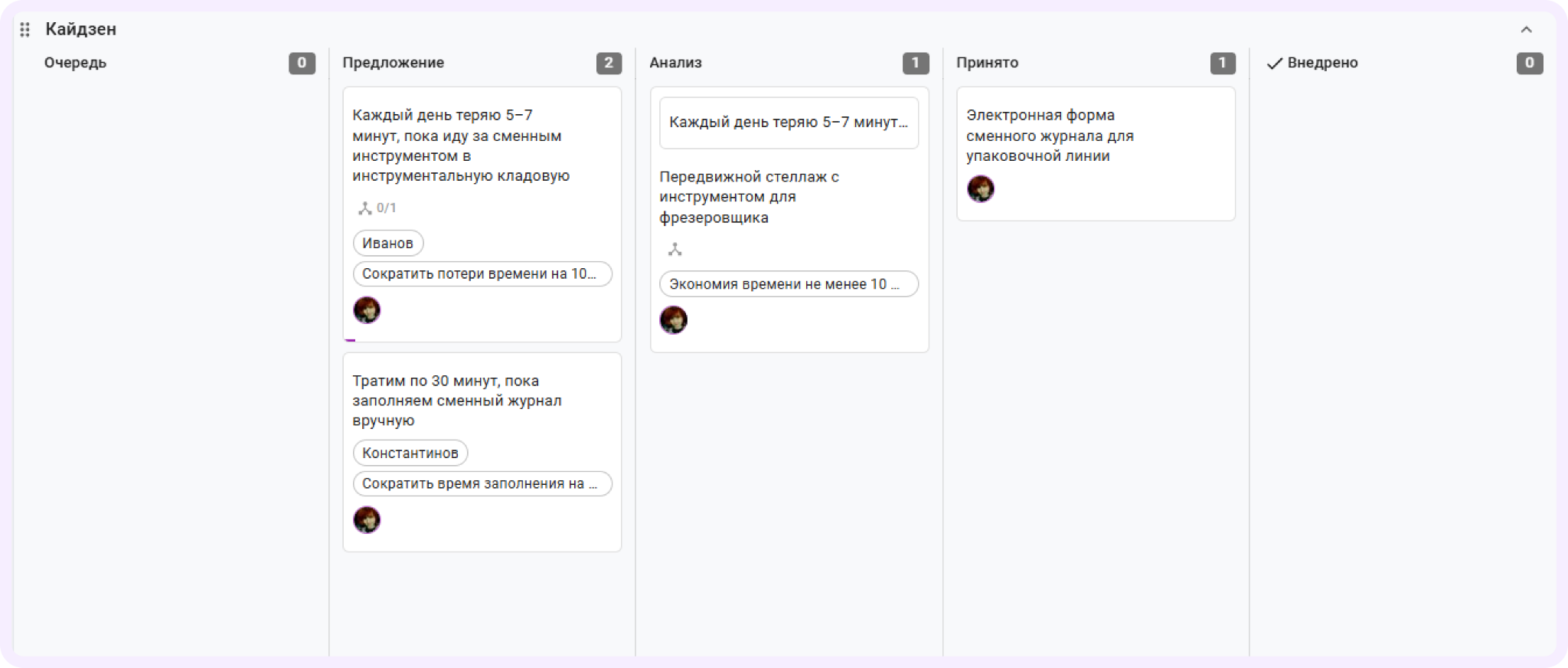
Каждую идею заносите в карточку: укажите автора, описание проблемы и ожидаемый эффект. Назначьте ответственного за анализ — он должен оценить идею в течение нескольких дней. Простые предложения внедряйте сразу, сложные ставьте в план с конкретными сроками. После внедрения фиксируйте результат и при необходимости добавьте задачу на поощрение автора. Так все улучшения будут храниться в одном месте, и вы сможете анализировать, какие инициативы дали наибольший эффект.
→ Читайте также: Как перенести философию кайдзен на свои процессы
Just in Time
Just in Time — принцип, при котором материалы поступают на производство ровно к моменту их использования, а не раньше. Цель JIT — сократить излишние запасы, уменьшить складские расходы и ускорить поток.
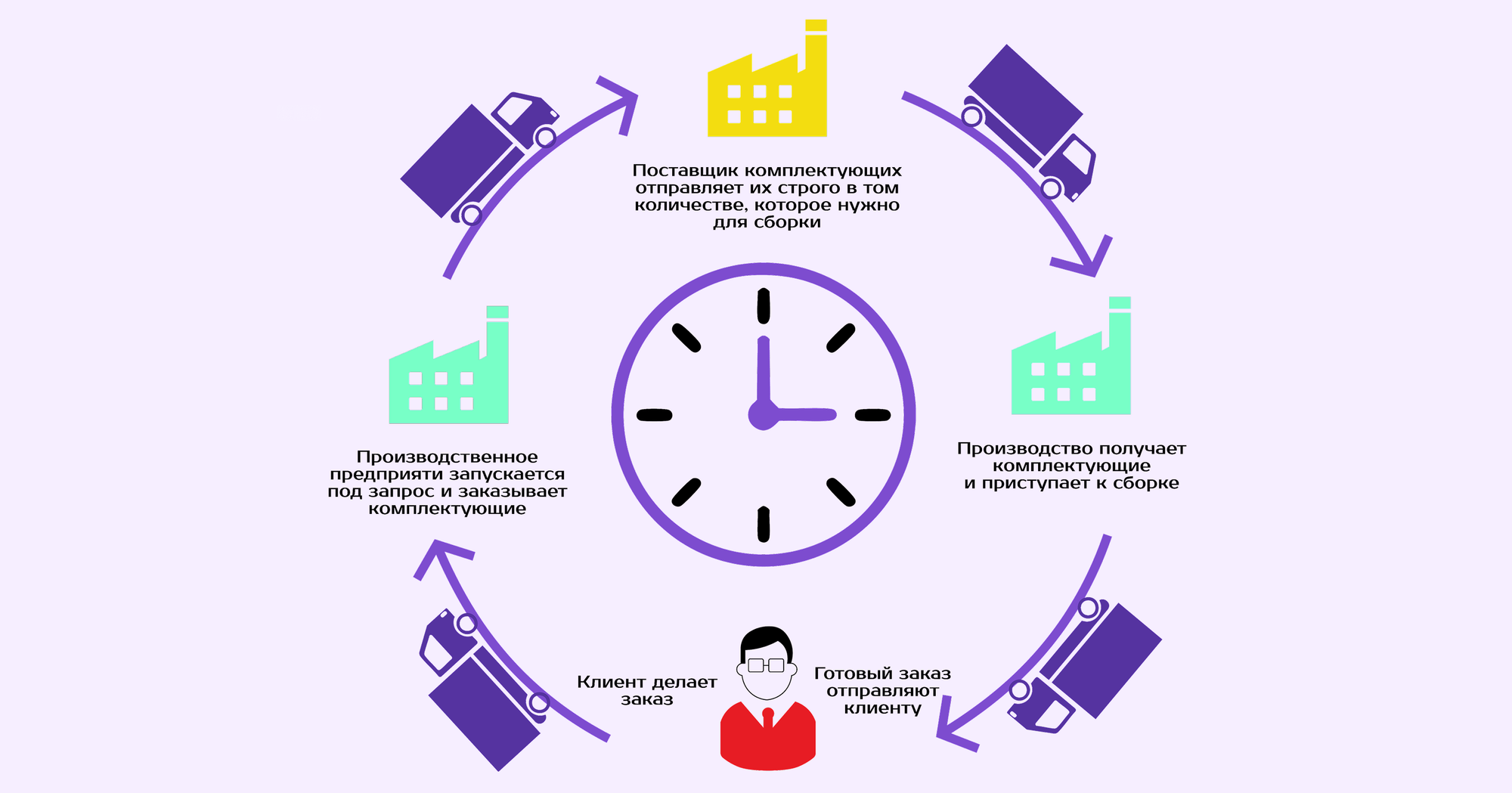
Как это выглядит. Поставщик привозит следующую партию только после того, как предыдущая израсходована. Внутри цеха детали передают малыми партиями — закончил обработку, сразу отдал дальше, без заделов и промежуточных складов.
Например, так автомобильный завод может отказаться от склада комплектующих, если поставщик будет доставлять их перед установкой.
Важно: подход работает только там, где есть стабильные поставки, понятный спрос, прозрачное планирование и быстрый сигнал о проблемах. Если поставщики регулярно срывают сроки, качество нестабильно, а потребность постоянно меняется, резкое сокращение запасов может не улучшить процесс, а остановить производство.
Как реализовать. Создайте доску запасов — каждому материалу отдельную карточку. Установите минимальный остаток (триггер), при котором автоматически создается задача на заказ поставщику.
Настройте связь между карточками так, чтобы задача на следующий этап появлялась только после выполнения предыдущего. Так и получается вытягивающая система: следующий шаг «тянет» предыдущий. Без лишних запасов и авралов.
→ Читайте также: Как с помощью Just in Time перестать замораживать ресурсы в невостребованной работе
SMED
SMED (Single-Minute Exchange of Die) — это метод сокращения времени переналадки оборудования. Его цель — перевести переналадку из долгой остановки в быстрый и управляемый процесс.
Как это выглядит. Сначала команда наблюдает за текущей переналадкой и разбивает ее на шаги. Лучше всего — записать процесс на видео, чтобы увидеть не только основные операции, но и ожидания, поиск инструмента, лишние перемещения.
Затем все операции делят на две группы:
- внутренние — можно делать только при остановленном оборудовании;
- внешние — можно подготовить заранее, пока оборудование еще работает.
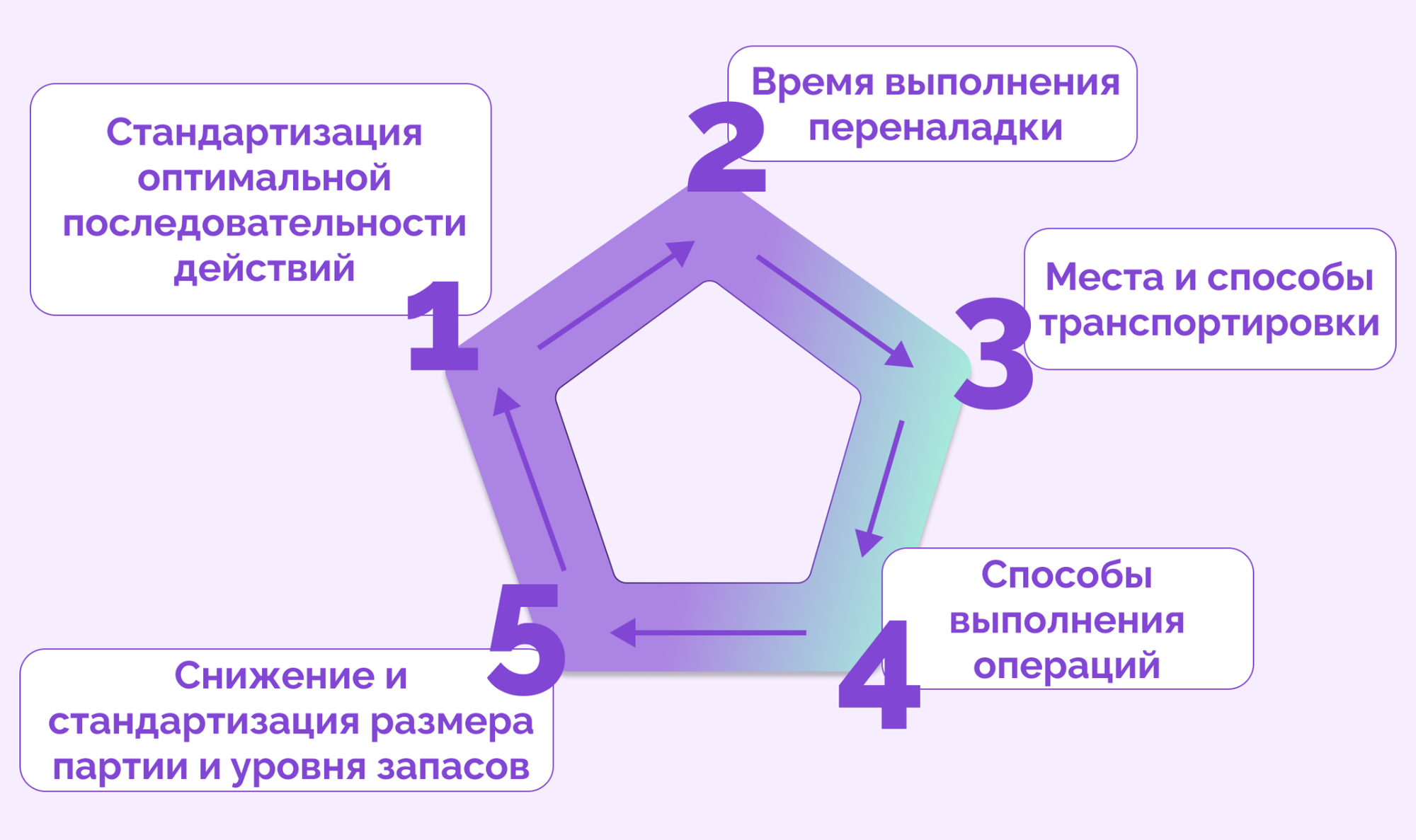
Задача SMED — максимально вынести подготовку во внешние операции, а оставшиеся шаги упростить: подготовить инструмент, сделать маркировку, использовать шаблоны, стандартизировать последовательность действий.
Пока-ёкэ
Пока-ёкэ — это методы защиты от ошибок. Их задача — сделать неправильное действие невозможным или сразу заметным. Вместо длинных инструкций «будь внимателен» руководители делают так, чтобы ошибка была очевидной.
Как это выглядит. Пока-ёкэ может быть физическим или цифровым ограничением, которое подбирают под конкретную ошибку, например, если:
- оператор может поставить деталь неправильной стороной, меняют форму детали или крепления.
- есть риск выбрать неверный режим на станке, добавляют блокировку запуска.
- сотрудник может отправить заявку без важных данных, в форме делают обязательные поля.
Метод помогает снижать количество брака без дополнительного контроля.
Гемба
Гемба — это подход, при котором руководитель идет на реальное место работы в цех, на склад или в офис, наблюдает за процессом и задает вопросы.
Цель — увидеть процесс своими глазами, поговорить с людьми и принимать решения на основе фактов, а не только отчетов.
Как реализовать. Назначить регулярные обходы — допустим, раз в неделю. Важно заранее подготовить список того, на что нужно обращать внимание: например, состояние рабочих мест, наличие запасов, соблюдение стандартов.
Важно: если после обхода ничего не меняется, команда быстро перестает воспринимать Гемба всерьез. Поэтому каждое наблюдение должно превращаться в действие: задачу, ответственного, срок, проверку результата.
Сравнительная таблица инструментов
Инструменты Lean работают как единая система, но внедрять их все сразу не нужно. Достаточно выбрать один и попробовать его внедрить на пилотном проекте. Ниже — таблица с кратким описанием, бизнес-пользой и способом реализации в Кайтене или другом таск-трекере.
| Инструмент | Суть | Бизнес-польза |
|---|---|---|
| Канбан | Управлять потоком с ограничением незавершенной работы (WIP-лимиты) | Сократить незавершенное производство и ускорить выполнение заказов |
| 5S | Приучить сотрудников к наведению порядка на рабочем месте: сортировка, маркировка, чистота, стандарты, привычка | Сократить время поиска инструмента, снизить потери времени |
| Кайдзен | Внедрять непрерывные улучшения силами всех сотрудников без бюджетов | Снизить операционные расходы и брак |
| Карта потока ценности (VSM) | Зафиксировать все шаги от заказа до клиента, выявить потери и ожидания | Сократить время выполнения заказа и уменьшить количество запасов |
| Just-in-Time (JIT) | Поставлять материалы ровно к моменту использования, без запасов | Высвободить оборотный капитал, сократить складские площади |
| SMED (быстрая переналадка) | Сократить затраты времени на смену оснастки с часов до минут | Снизить объем запасов, начать выпускать мелкие партии |
| Пока-ёкэ (защита от ошибок) | Выстроить процессы, в которых нельзя совершить неправильное действие | Снизить количество брака без дополнительного контроля |
| Гемба (управление через наблюдение) | Руководитель идет на реальное место работы, наблюдает, задает вопросы | Выявить потери, которые было не видно из кабинета; ускорить процесс принятия решений |
Инструменты Lean решают разные задачи, но начинать стоит с одного. Выберите проблему, которая мешает больше всего, и возьмите соответствующий инструмент. Пилот на одном участке покажет, работает ли он в ваших условиях.
Как внедрять Lean, чтобы команда не саботировала процесс
Даже самые эффективные инструменты и методы бережливого производства не будут работать, если их не примет команда. Поэтому внедрение Lean лучше начинать не с лозунгов, а с конкретной боли.
Выберите одну измеримую цель. Например, это может быть:
- уменьшение объема издержек;
- сокращение цикла выполнения задач;
- увеличение доли положительной обратной связи от клиентов;
- минимизация объема товаров с дефектами.
Измеримая цель помогает команде понять, зачем нужны изменения и как оценить результат.
Начните с одного участка. Не нужно сразу перестраивать всю компанию. Выберите один участок, одну бригаду, один тип заказов или один процесс.
Объясните зачем. Соберите команду и донесите до нее проблемы — задачи зависают, детали теряются, клиенты жалуются. Объясните, что новые инструменты помогут навести порядок, работать спокойнее и быстрее. Когда люди понимают причину, они охотнее включаются.
Проанализируйте текущие процессы и продумайте процесс улучшения. Изучите каждый шаг процесса от начала до конца. Чтобы не потерять задачи, сроки и результаты, используйте инструмент для управления проектами. Здесь же можно указать и среднее время, которое занимает каждый этап, включая время простоя.
Дайте право на ошибку. Поправляйте сотрудников и объясняйте, почему важно делать правильно, но без взысканий. Страх наказания убивает инициативу и провоцирует скрытое сопротивление.
Показывайте результат. Через две недели соберите цифры: на сколько сократилось время поиска инструмента, сколько задач закрыли в срок. Даже небольшие улучшения мотивируют команду.
Делегируйте ответственность. Назначьте на каждом участке ответственного за поддержание порядка (5S), за соблюдение WIP-лимитов (Канбан), за сбор идей (Кайдзен). Когда люди сами отвечают за инструмент Lean и понимают его пользу, они начинают его защищать.
Где применяют бережливое производство в России
Бережливое производство применяют не только автомобильные заводы. Инструменты Lean используют в промышленности, логистике, банках, медицине, IT и сервисных подразделения.
Собрали несколько кейсов, в которых компании уже используют бережливое производство для сокращения издержек и повышения эффективности.
Завод «Нижегородские моторы»
Задача. Объединить разрозненные цеха, сократить избыточные запасы незавершенного производства и неэффективное использование ресурсов. Требовалось выстроить непрерывные производственные потоки и освободить площади.
Решение. Провели оптимизацию производственных потоков — перепланировали участки, внедрили системы канбан для снижения незавершенки, стандартизировали операции и организовали ритмичную поставку деталей на рабочие места.
Результат: цеха объединили, освободили 70 тысяч квадратных метров площадей, экономия составила около 80 млн рублей. На освободившихся площадях разместили новые производства.
«Сбербанк»
Задача. Адаптировать принципы Lean для непроизводственных процессов, оптимизировать обслуживание и устранить потери.
Решение. В 2008 году банк разработал собственную «Систему SBER». Также внедрили комплекс изменений — например, организовали обслуживание сидя, убрали стеклянные барьеры между операционистом и клиентом, ввели универсальные окна, где один специалист может оказывать все услуги.
Результат: Улучшили клиентский опыт и сократили операционные издержки. Продажи в розничном блоке выросли на 300%, очереди в офисах сократились на 36%. В корпоративном блоке продажи выросли на 200%, длительность процессов сократилась на 38%. Замена сберкнижек ускорилась с 3,5 минут до 40 секунд, выдача карты — с 12 до 1,5 минуты. Это один из первых примеров успешного применения бережливого производства в российском банковском секторе.
«КАМАЗ»
Задача. В середине 2000-х КАМАЗ столкнулся с необходимостью кардинально повысить эффективность производства, снизить издержки и вовлечь персонал в процесс непрерывных улучшений. Требовалось системно внедрить инструменты бережливого производства на предприятии, чтобы ускорить производственные потоки и сократить потери.
Решение. Выявили и устранили явные потерь в производственных процессах с помощью базовых инструментов: 5С, TPM (Total Productive Maintenance), кайдзен, Пока-Ёкэ и Jidoka. Внедрили инструменты в 20 процессов изготовления наиболее браконосных деталей, организовали 50 эталонных участков и восемь эталонных цехов.
Результат: за 10 лет внедрения Lean (2005–2015) экономический эффект превысил 32 млрд рублей. Компания получила первый в России сертификат на соответствие системы менеджмента бережливого производства требованиям ГОСТ Р 56404-2015 в категории «Крупные предприятия».
Как это внедряли в Кайтене
Собрали несколько кейсов, которые иллюстрируют внедрение разных инструментов бережливого производства в компаниях из разных сфер.
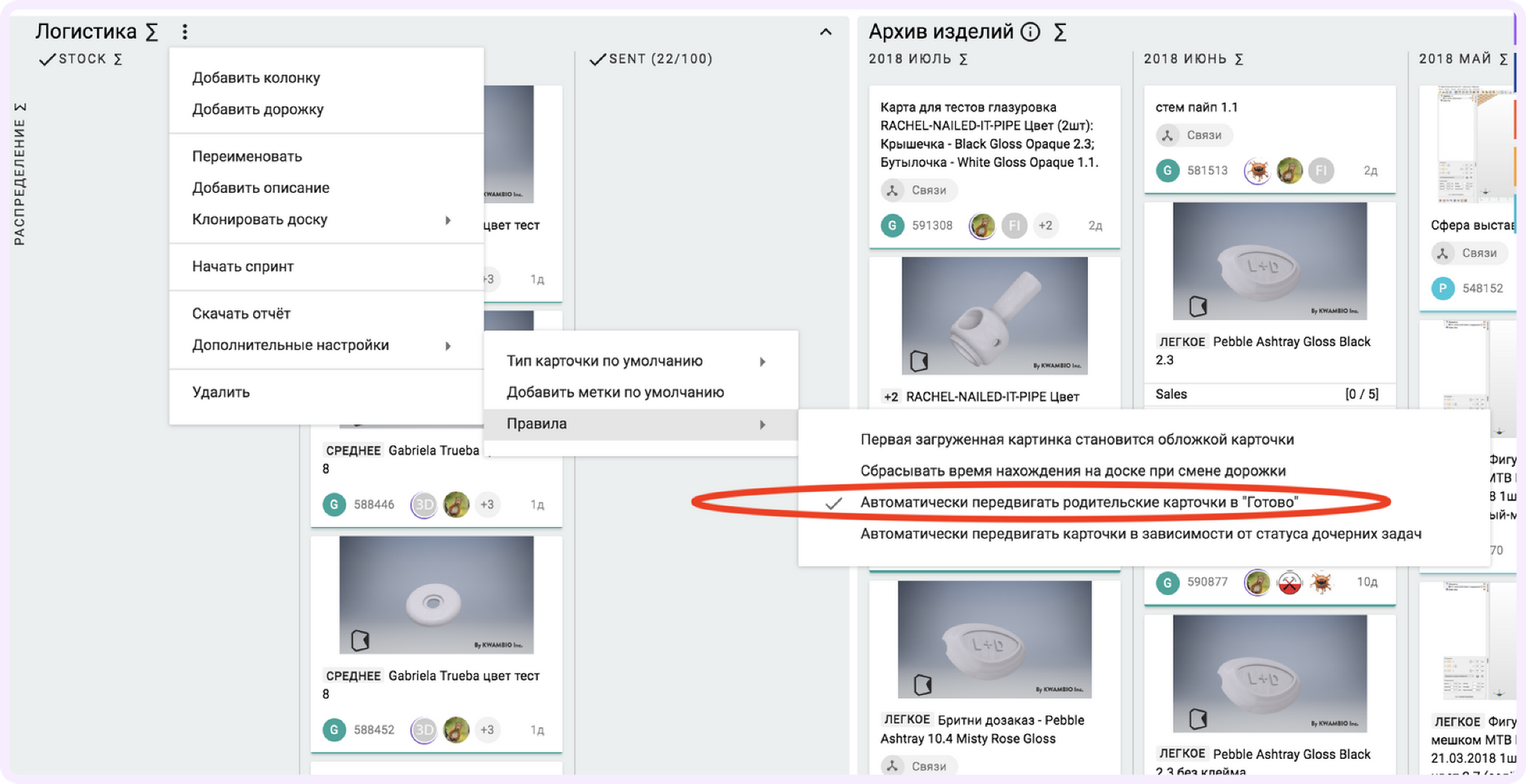
Кейс Kwambio: Канбан для управления производственным потоком
Суть. Компания Kwambio производит штучные дизайнерские изделия из керамики. Сначала процессы вели на обычной доске, но ее быстро стало мало. Заказов становилось все больше, места не хватало.
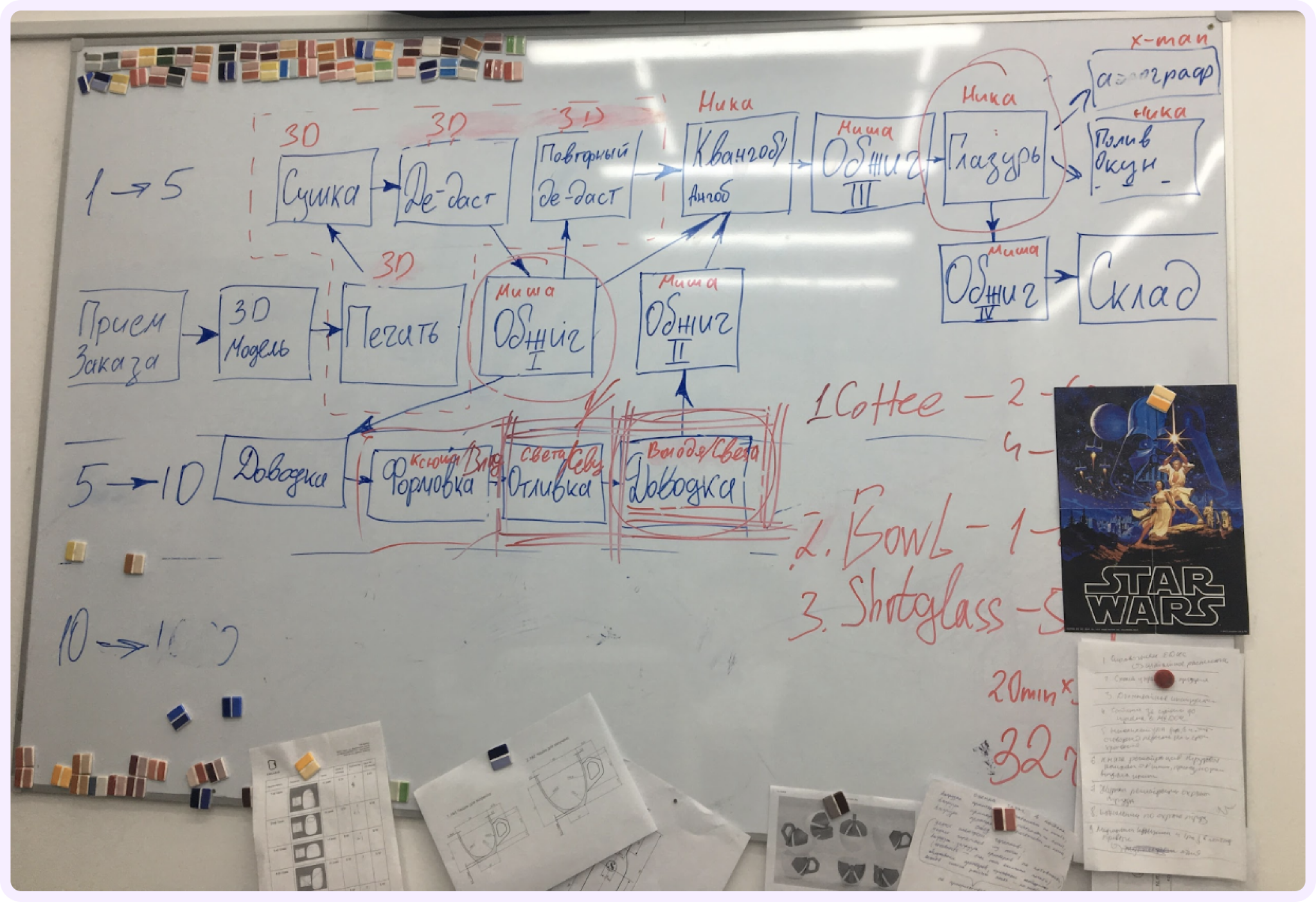
Решение. Перенесли весь процесс производства на вложенные канбан-доски Кайтена. Информацию распределили по карточкам на трех вложенных досках, где каждый уровень соответствует своему этапу работы. Так производство стало полностью прозрачным и управляемым, а вся информация по каждому заказу теперь хранится в одном месте.
Кейс Unidragon: устранение потерь при масштабировании
Суть. Компания Unidragon производит деревянные пазлы. С 2019 года штат вырос с 20 до 500 человек. Коммуникации вели в Гуглдоках, мессенджерах, почте и других каналах, соответственно, комментарии и документы постоянно терялись. Отделы не видели статусы задач по продуктам, возникали коммуникационные конфликты.
Решение. Перенесли процессы в Кайтен и выстроили горизонтальные связи между сотрудниками, чтобы можно было выставлять задачи без привлечения менеджеров. Настроили шаблонные чек-листы и подзадачи, которые добавляются при переходе карточки на новый этап. Избавились от хаоса в процессах и наладили системную работу отделов.
Кейс ПФ-ФОРУМ: автоматизация рутины через ИИ
Суть. Металлообрабатывающий завод ПФ-ФОРУМ тратил до 30 минут на постановку задач после планерок. Информация терялась, задачи не доходили до исполнителей, сроки срывались.
Решение. Завод интегрировал ChatGPT с Kaiten через открытый API. ИИ автоматически превращает результаты планерок в карточки задач с назначенными ответственными и сроками. Время на постановку задач сократилось с 30 до 3 минут. Результат — задачи перестали теряться, исполнители получают поручения сразу после совещания, а руководитель контролирует выполнение в единой системе.
Бережливое производство — подход для устранения потерь без IT-систем и дорогого оборудования. Позволяет наводить порядок на рабочих местах, визуализацию потока заказов, вовлечение сотрудников в улучшения и минимизацию потерь.
Основные инструменты бережливого производства (Lean) — 5S, Канбан, Кайдзен, JIT, VSM, SMED, Пока-ёкэ, Гемба — дают измеримые результаты и помогают сокращать время выполнения заказа, снижать запасы или освобождать площади. Российские компании подтверждают эффект миллиардами рублей экономии. Не пытайтесь внедрить все сразу. Выберите одну боль и практику в качестве пилота на одном из участков. Получите результат — масштабируйте.
